品质保障 口碑相传
0512-57478398
153-3527-9583

联系人:曾红伟
手机:15335279583
电话:0512-57478398
传真:0512-57478397
网址:www.gardenoforchids.com
地址:江苏昆山市千灯镇秦峰路(机场路与秦峰路路口往南约1km)

江苏专业立式锯床多轴器是装在钻、攻机床上的夹刀头子,并且是两轴以上一起加工钻孔件或攻牙件,故称多轴器。一台普通的多轴器配上一台普通的钻床就能一次性把几个甚至十几二十个孔或螺纹加工出来。如配上气(液)压设备,专业立式锯床可自动进行快进、工进(工退)、快退、中止。多轴器文言叫群钻,通常类型可一起钻2-16孔,大大提高功率,固定机种轴数不拘,钻轴方式,尺度巨细可依客户之需进行设计加工。多轴器(多轴机床/多轴头/多轴钻/群钻)系列本体构造使用齿轮箱合作万向节头所构成,简单调整加工孔距齿轮所约束,节约调整的时刻,也罕见死角的约束,合适加工接近圆周散布孔的工件。其齿轮、轴承、输出轴、万向节均选用强力系列,合适加工钢件等力场合。为保万向节头这寿数,移动规模不得超越15度,等于垂直这前后左右30mm以内。
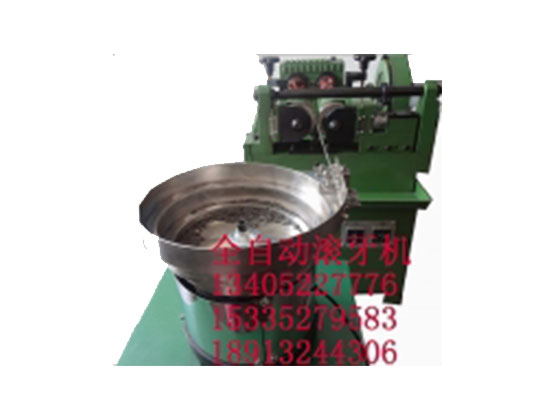
江苏专业立式锯床3、调整滚牙轮螺旋角3.1、环形滚牙轮螺旋角调整3.1.1、计算升角:arctan(p/(π*D));3.1.2、松开角度夹紧块;3.1.3、拧动升角调整杆,使定轮进料端向上(左旋丝杆则向下)并摆动到所需升角;3.1.4、专业立式锯床拧动升角调整杆,使动轮进料端向下(左旋丝杆则向上)并摆动到所需升角;3.1.5、锁紧角度夹紧块。3.2、螺旋滚牙轮角度调整方式同环形滚牙轮,只是调整角度无需计算,直接按滚牙轮上表明角度调整即可。

江苏专业立式锯床滚牙机试滚.1、根据计算公式计算原料直径,制作滚压原料,轴端倒角1×45°便于进料;.3、手轮进给(最初进给可为牙高的1/3);.4、滚牙轮转动方式改为连续;..6、旋入样件滚压;.7、测量滚压后样件外径,专业立式锯床并观察牙顶形状及饱和程度;.8、如牙顶已饱和,但尺寸大(或小),则说明原料偏大(或偏小);.9、如牙顶不饱和,而外径已经大于设计尺寸,则原料过大;.10、如牙顶不饱和,而外径小于设计尺寸,则用手轮加大进给再试滚,直至合格。

江苏专业立式锯床滚丝机的加工原理在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,专业立式锯床L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。